














Preventing Coastal Coating Failures
Written by Malcolm Brant
 High performance fluoropolymer coatings have enjoyed unparalleled success as decorative and protective coatings for aluminum building products including balcony railings, windows and sliding glass doors for over three decades. Introduced into the architectural community in the mid 1970’s the new generation coatings offered the combination of exceptional durability and a wide spectrum of colors and were targeted initially for prestigious monumental projects around the world where color afforded new aesthetic design opportunities.
High performance fluoropolymer coatings have enjoyed unparalleled success as decorative and protective coatings for aluminum building products including balcony railings, windows and sliding glass doors for over three decades. Introduced into the architectural community in the mid 1970’s the new generation coatings offered the combination of exceptional durability and a wide spectrum of colors and were targeted initially for prestigious monumental projects around the world where color afforded new aesthetic design opportunities.
Prior to their introduction, anodizing had been the prominent choice as a protective coating for aluminum but often exhibited poor color uniformity and was only available in a limited color range. By contrast, the new flurorpolymer coatings – typically polyvinylidene fluoride (PVDF), were resistant to alkali attack and available in a full palette of hues from earth tones to bright blues, greens, reds and yellows.
Throughout the 1980’s and 90’s PVDF resin based coatings continued to gain popularity and were being specified for residential and commercial aluminum building products at high and resorts, hotels, and condominiums on the shoreline where long term durability was and continues to be primary concern. It is “shoreline” or “coastal” environments “generally considered to be within 1000 yards of the high tide line) that present the harshest conditions for organic coatings through the combined effects of:
- Salt laden air
- High humidity
- High ultraviolet (UV) exposure
- Wind driven sand
These aluminum products when properly pretreated, primed and coated with PVDF have an excellent performance history in costal environments as evidenced by many shoreline projects constructed during this period. For maximum durability I these hostile (to coatings) environments, a thin clear coat of PVDF providers maximum protection against airborne contaminants and can be covered by a 20 year warranty for film integrity, resistance to chalking, color and gloss retention.
The introduction of the PVDF resin based fluoropolymers embraced the emerging “wet on wet on wet” coating technology which enables the 3 coatings (the corrosion inhibiting primer + fluoropolymer color coat + PVDF clear coat) to be applied consecutively in a single production cycle on an automated conveyorized production line. This new technology cut down production time expense by over 60% and also saved valuable energy by curing the composite coating in one versus three separate thermal curing cycles.
The molecular composition of the PVDF clear coat is very similar to the surface of a non stick cooking utensil, and contactors report that this surface lubricity helps protect the finish during the installation stage of the project. The lubricity also provides self cleaning properties during rainfall.
This author’s observations and opinions are based upon historical performance acquired from providing coating services to aluminum balcony railing manufactures for more than 30 years. During this period several million feet of PVDF coating railing and parking deck screens were installed along the Eastern seaboard from the Carolinas through the Florida peninsula and around the Gulf States with failure. This region boasts the most punishing shoreline environment for salt water corrosion evidences in the US National Atmospheric Deposition Program (NADP).
Coating Methods:
The fluoropolymer finishes described earlier are “liquid” coating, in that they require solvents to keep the PVDF resin and coloring pigments in a liquid form so they can be conventionally spray applied. To ensure compliance with strict environmental air regulations, the solvents are captured during the curing process and incinerated at 1200 degrees Fahrenheit before they can be emitted to the atmosphere as harmless, non violated organic compounds.
Powder coating by contrast is tan application process where the coatings are applied as a dry, free flowing powder. The use of solvents and the sixpence of environmental compliance by incineration are avoided.

“Thicker is not always better” 3+ Mils Dried Film Thickness (DFT)
Regardless of how they are applied liquid and powder organic coatings of the same resin base have essentially the same chemical properties after curing and both coating types are applied electrostatically.
During the 1990’s powder coating in the U.S. steadily gained popularity, propelled by the combination of “green compliance” and it’s lower operation costs. Powder coating however does not lend itself to multi coat finishing in a single operation, so was marketed as a single coat “powder coated tough” product with a thicker and harder surface finish. (Note: Thicker does not necessarily provide greater adhesion protection if sufficient corrosion protection elements are not in place.) There are pros and cons to both application processes and in the final analysis coating selection for severe coastal environment should be based upon performance properties of the organic coating system and not the application process or short term cost considerations.
Alternate Coatings:
Polyester resin based coating were the initial “powder” entrant to the architectural metal coatings arena in the 1990’s and could be applied over a variety of pretreatments including simple solvent cleaning, sand blasting or non chrome conversion coatings. Their combination of single coat finish and a lower cost resin base provided significant cost saving compared to fluoropolymers and they became increasingly specified or substituted for PVDF finishes on exterior products such as balcony railings. By the early 2000’s the appropriateness of single coat polyester powder coating for projects in harsh shoreline environments came into question after numerous “premature and catastrophic” coating failures were evidenced on balcony railings.
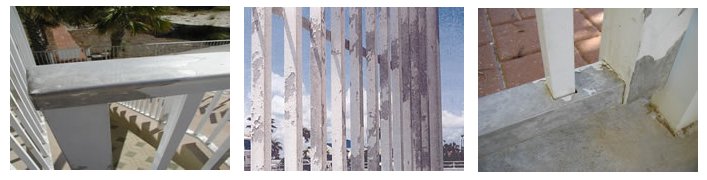
“Polyester powder coating – non-chrome pre-treatment, no corrosion inhibiting primer”
During the early 2000’s, fluoropolymer powder coatings formulated with a fluorinated ethylene vinyl ether (FEVE) resin base were introduced into the aluminum finishing market as a higher quality powder finish more appropriate for the corrosive environments that prevail along the seashore but were still marketed as a single coat product.
The FEVE family of fluoropolymers did not have all the same properties as the time tested PVDF coatings. PVDF is a thermo plastic resin type (curing through heat alone) while the FEVE is thermo setting (requiring a heat driven cross linking action to cure). Typically the PVDF coatings are 70% fluoropolymer while some of the most common FEVE’s are 100% fluoropolymer.
Despite the lower fluoropolymer percentage, the manufacturers of the original 70% PVDF product claim measurably improved gloss and color retention due to the much higher fluorine content in their resin whereas the FEVE resin contains less than one half of the fluorine content on a weight basis compared to PVDF. The carbon – fluorine (C-F) bond is one of the strongest bonds known to man and higher fluorine content in a coating increases long term durability.
In late 2008, the coating manufacture who pioneered the original liquid PVDF in the 1970’s introduced a powder version of the same coating. To ensure the same durability performance in coastal and industrial environments that the liquid PVDF has enjoyed for over 35 years, the coating manufacturer continues to mandate the critical first stage of the coating process to be “chrome pretreatment” where the surface of the aluminum is cheimically converted to amorphous chromium phosphate. Next a liquid chromate “flash” primer is applied that provides an exceptional thermo plastic bond between that powder coating and the chemically converted aluminum substrate. Although the duplex “powder over liquid primer” system requires additional processing equipment and production controls it still enables both coatings to be applied in an efficient and cost effective single coating and curing cycle.
Metal Pre-treatment:
For coastal environments, the appropriate choice of chemical pretreatment is the single most important element affecting a coating’s long term film integrity. Historical data confirms that while low end architectural coatings such as thermosetting acrylics may fade, lose gloss, or chalk over time, when applied over chromium phosphate pretreatment, excellent adhesion of the coating to aluminum products is maintained for many years. By comparison there is mounting evidence from field failures that without an appropriate pretreatment such as chromium phosphate and a corrosion inhibiting primer even that highest integrity finishes can fail catastrophically in very short periods of time.

“FEVE Powder over non-chrome pretreatment and no primer” (2 years exposure)
Historically, the original development and testing of that liquid PVDF coating with a corrosion inhibiting primer was applied over the amorphous chromium phosphate conversion coating. “On-fence” exposure test panels with this combination have been under continuing evaluation in South Florida testing stations for over 40 years and still exhibit excellent coating adhesion.
Amorphous chromium phosphate was the exclusively prescribed pretreatment in the American Architectural Manufacturers Association (AAMA) high end specifications from 1979 – (AAMA 605.2) “Voluntary Specification for High Performance Organic Coatings on Architectural Extrusions and Panels” through 2002 AAMA (2605-2) “Specification for Superior Performing Organic Coating on Aluminum Extrusions and Panels. In2005 AAMA revised the prescriptive nature of pretreatment requirements of their high end specifications to en elective option which allowed non chrome alternatives described in more generic terms.
Section 6.1 of the Pretreatment specification states: The pretreatment when used in conjunction with a baked organic finish shall produce a total finishing system capable of meeting impact, adhesion, detergent, humidity and salt spray performance as specified in the appropriate test method.
Exactly how appropriate these tests are for determining the suitability of non chrome pretreatment to be used in combination with a baked organic coating for ocean front exposures is proving increasingly questionable.
Chromium Phosphate Conversion Coating
While the chromium phosphate conversion coating is undoubtedly the most superior metal pretreatment for use in coastal and industrial environments it is associated with demanding process controls in production. Chromic acid, used in the chemical conversion of the aluminum surface is subject to very strict health and industrial hygiene controls. In February 2006 the Occupational Safety and Health Administration (OSHA) issued a new standard for occupational exposure to hexavalent chromium that directly impacted coating lines employing chromium phosphate pretreatment. The new standard lowered the permissible exposure limit (PEL) for an operator from 52 to 2.5 (action level) micrograms per cubic meter of air over an 8 hour (weighted average) time period. In many cases the new very stringent regulations required substantial capital investment in equipment to ensure compliance as well as the implementation of strict monitoring and record keeping of employee exposure levels.
In combination, the revised standard for mental pretreatment described in AAMA 2605-05 and the new OSHA regulations propelled the adoption of less demanding alternatives to the time tested and proven chromium phosphate conversion coating.
Coating Failure:
The most common failure of organic coatings in coastal environment are the result of galvanic and/or filiform corrosion.
Galvanic corrosion: When two dissimilar metals such as aluminum balcony railing come in contact with stainless steel fasteners in the presence of an electrolyte (ponding saline water or condensate) an electric current is induced and the aluminum substrate becomes anodic and sacrificially corrodes. The corrosion product disables the integrity of the coating’s adhesion and delamination occurs. To minimize this reaction with aluminum balcony railing the concrete deck is core drilled at post locations and he anchoring posts should be set in insulations epoxy cement. If it is necessary to floor mount the railing directly to the concrete pad it is imperative that aluminum foot plate is separated from the stainless steel fasteners with nylon or other insulation sleeves or washers.
Filiform Corrosion: The porosity of organic coating varies considerably with fluoropolymers being the least permeable by a significant factor. Filiform corrosion is initiated when the organic coating ruptures ro when moist salt laden air penetrates the pores of the coating down to the aluminum substrate. Without an appropriate pretreatment (especially with a coating system that does not employ a corrosion inhibiting primer) catastrophic coating delamination can occur.
Product design: the design and fabrication of highly exposed products such as aluminum balcony railings should take into full account the serious and damaging effect of saline rainwater or condensate and avoid conditions where they can pond on horizontal surfaces. Where this is not possible it is essential to provide drainage holes or channels to exhaust the liquid.

Warranties:
There have been many new products and manufactures entering the architectural organic coating market in the past 5 years however there has been no apparent uniform code for warranty coverage. Warranty conditions vary considerable from manufacturer to manufacture and can be devious and confusing. Some supplier’s warranty remedies include covering the full labor and material expense for remediating a problem (or replacing defective parts at their discretion) where another supplier may simply cover the expense of replacing the liquid or powder coating to the original coating applicator. Similarly, the field maintenance requirements of warranties can vary. For example to avoid negation of the warranty coverage, an original PVDF coating manufacturer requires the balcony railing be rinsed at least annually with fresh water, where a more recent powder supplier requires a semi-annual cleaning regimen with fully documented records being maintained and notarized. If the records are not notarized then warranty coverage is denied. Other warranties contain verbiage describing that coverage is only for “normal environments” and it is incumbent for the engineer or condominium association to determine if their project is considered “normal, industrial or coastal” by the coating manufacturer before contracts are awarded. Reading and understanding warranty coverage is extremely important at the onset of a project to avoid downstream disappointment in the event of premature coating failure.
Replace or repair?
 In circumstances where severe coating delamination from the substrate is the nature of the coating failure, refinishing the faulty product in the field typically only provides a temporary “fix”. It does not address the core issue which is frequently the inadequate pretreatment of the aluminum .over the service life of the project continuing field repairs not only become increasingly unsightly, but have a significant negative impact on the environment for VOC emissions, substantially offsetting any green initiative provided by the original coating type or compliance technology.
In circumstances where severe coating delamination from the substrate is the nature of the coating failure, refinishing the faulty product in the field typically only provides a temporary “fix”. It does not address the core issue which is frequently the inadequate pretreatment of the aluminum .over the service life of the project continuing field repairs not only become increasingly unsightly, but have a significant negative impact on the environment for VOC emissions, substantially offsetting any green initiative provided by the original coating type or compliance technology.
In the author’s experience, the most viable long term solution for correcting a severe coating delamination problem is to remove the railing and replace them with an appropriate product. The other alternative is to remove the railing and sand blast of the defective coating. As sand blasting characteristically produces a textured/rough surface it must be sanded smooth prior to chrome phosphate pretreatment, priming and recoating with a high performance (liquid or powder) fluoropolymer coating. Replacing the entire railing system is frequently the most cost effective solution.
Whether the defective railing continues to be refinished through their service life, replaced, or removed for corrective pretreatment, priming and recoating, the repair cost are invariably more expensive and troublesome than specifying the appropriate pretreatment and coating system from the outset.
Conclusion:
Over the past several years, reports of severe and catastrophic delamination of coating on balcony railings along the shoreline have risen dramatically. To help avoid this occurrence with new or renovation projects, a value engineering evaluation should take into account more than initial low bids before awarding contracts. The performance history of the proposed coating system and coating applicator should be investigated; the choice of chemical pretreatment of the substrate, employment of corrosion inhibiting primer and protective clear coats should be defined and not assumed; and also it is very important to thoroughly review the terms and conditions of warranties and remedies offered in the event of premature coating failure.
Click here to visit Windsor Metal Finishing – Gelander Industries exclusive paint applicator and one of only two certified Kynar applicator’s in the Southeast.
Kynar® is a registered trademark belonging to Arkema Inc.